Adventurer3 Pro[3] ちょっとしたコツ(UP DATE)
3Dプリンターを使って数ヶ月がたちました。
そこでいくつかコツがわかってきたので、初めての人に参考になればと思い書いてみます。
1.フィラメントは湿気を嫌うので乾燥剤をいれた密閉のジプロックにいれて保管する。印刷してみて糸を引くようなら乾燥機を使用して十分乾燥させましょう。この時乾燥機の温度は50度程度にします。それ以上高くすると、リール内でフィラメントがくっつきます。
2.形状を考えるときに、印刷し易い構造を考えましょう。ブリッジ形状や窪みは3Dプリントには不得意です。そのためにサポート材機能がありますが、サポート材も材料が同じなので後で取るのが面倒です。なので、なるべくサポートが要らない形状を作ったほうが後々楽です。基本、Dual ノズルでない場合は、ブリッジやオーバーハングはできないと思ったほうがいいです。私は今度買うときはDual ノズルを買おうと思っています。
3.印刷中に造形物が動いたり倒れたりすると、印刷は失敗します。そのためには、プレートにしっかり固定しておく必要があります。Flashprintの機能にラフトをいう機能があり、底面に少し造形板をつけて動かないようにしてくれます。ただし、これも後で剥がさなくてはならないので、できるだけラフトがなくてもしっかり固定できるように底の面積をある程度大きくしたほうがいいです。私はラフトをお勧めしません。ほんと、造形物とラフトを剥がすのが大変です。ラフトとの隙間を開けると良いという書き込みを見ますが、まずはラフトなしで定着される方法を考えたほうがいいです。
4.3とは逆の一面で、プレートにしっかり張り付きすぎると、印刷後にプレートから取れなくなります。もし、底面が大きい平面なら少し穴をあけるなどして面積を減らすのが効果的です。また、角にカッターナイフが入るように隙間を開けておくのも効果があります。造形物はすぐに剥がすのではなく、少し待って温度が下がってから剥がすと剥がしやすくなりますし、底辺がきれいに剥がれます。熱いうちに剥がすと底辺がざらざらになります。ガラスプレートの場合はプレートを外して、水道水をかけてあげるとすぐに剥がれます。そのままプレートの糊を洗えばきれいなプレートになります。シートでも同じかもしれませんが、試していないので何とも言えません。
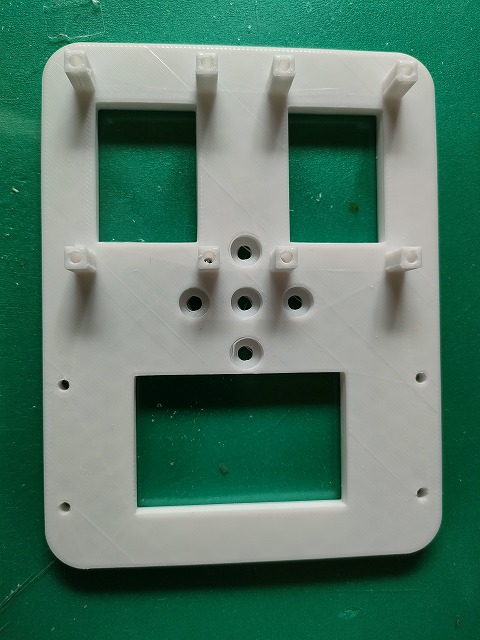
5.ねじ穴も印刷できますが、ねじ穴を作るのであれば馬鹿穴をあけておいて、タップを立てたほうがうまくできます。何もないところに馬鹿穴を後からドリルで開けると、充填率が小さい場合はスカスカになりタップが立たないので必ずプリンターで馬鹿穴を作成してください。馬鹿穴の周りは補強してくれます。
ちょっと時間があったので、FreeCADでネジ穴を作ってみました。Fastenersというaddon をツールにあるaddon manager でインストールします。タップのアイコンがあるのでそれでタップを作り、Body から減算することでネジ穴ができます。この時、PLAは収縮するので、Draft ワークベンチの scale 機能で、x,y を1.15倍にすることで3㎜ねじの場合にぴったりなります。1.2倍でも大丈夫でした。詳細はここにあります。
6.反りは板形状でよく発生します。板形状を造形するときはしっかりプレートに密着するようにします。特に角は反るので糊はちゃんと角にまでしっかり塗ることです。充填率も反りに大きく影響します。充填率は50%以下にします。それでも十分強度は出ます。充填率は造形時間とフィラメントの消費量に大きく影響します。経験上、15%で十分かなと思っています。形状によって少しずつ充填率を上げていけばいいと思います。
平板の場合、角を付けると反り易くなります。エッジを丸めると反りにくくなります。Part Designのフィレットを使ってエッジに丸みを付けます。写真は半径5mmのフィレット付けたものです。板の厚みも結構重要です。1mmとかにすると反り易いですので、形状が許すなら5mmくらいがいいと思います。
7.ノズルの校正は頻繁に行ったほうがいいです。どういうタイミングがわかりませんが、校正値が元に戻っている場合もあるみたい。少なくともノズルを変えた後、プレートシートを変えた後などはまめに構成することが良いと思っています。また、例のコツコツ音が頻発するようならノズルが低くなっている可能性が高いので再度校正をするようにしています。
8. ノズルの大きさ Adventurer3 用のノズルは5種類あります。標準では0.4mm 240℃のノズルが付いています。新たに購入するときに、細いノズルのほうが細かい造形ができると思い買うと、印刷時間は倍近くになります。なので、造形によって適切にノズルを選んだほうが良いと思います。温度も240と265℃とありますが、PLAなら240℃で十分です。価格も1000円程度違うので敢えて高いものを買う必要はないのではないでしょうか。
9.ノズルの交換 ワンタッチで交換できますが、交換するときは樹脂交換を行い、必ずフィラメントを取り除きます。その後、ヘッドの両端の爪を押しながらノズルを下に引き抜きます。その後、新しいノズルを入れしっかりはめ込みます。この時、ちゃんと奥に入っていないと、温度不足でフィラメントがノズルの中で固着したりするので、カチッと言った後も、もう少し手で押してあげると良いです。また、ヘッドの上のフレキシブル基板は引っ張ると抜けるので気が付かないうちに、抜けかかっている場合があります。ちゃんとしっかり平行に刺さっているか確認してから印刷するようにします。
印刷のトラブルは校正とノズルの場合が経験上多いです。なので、印刷がおかしいと思ったら、ノズルとフレキシブル基板がちゃんと刺さっているか確認したほうがいいです。その後、校正することもお忘れなく。
10. 積層剥がれ 久々に印刷をしてみたところ、積層剥がれが起きました。調べてみるとどうも、気温が低いことが原因のようです。確かにプリンターのある部屋は一桁の温度です。部屋の温度を上げるかノズル温度を上げるのが効果的のようですが、今度試してみます。
11. FreeCad でスタッド立てるような場合、新たにボディーを追加していきますが、その時、なぜか、ボディーを追加して適切な位置まで移動してから、さらにボディーを追加していくとエラーになります。その場合、原点0で必要なボディーを全部追加してから位置を移動するとなぜかうまくいきます。理由は分かりませんが。当然最後にブーリアン演算で結合は必要です。
